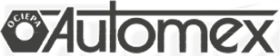
Technical department
Manufacturing process starts already at the product design stage or it focuses on the process designing. This is carried out on the basis of a technical drawing, provided by the customer, along with specifications and requirements defined in the request for quotation.
To design the product, the Product Engineering Department specialists use CAD software – Autodesk Inventor and CAM – hyper MILL by OPEN MIND company.


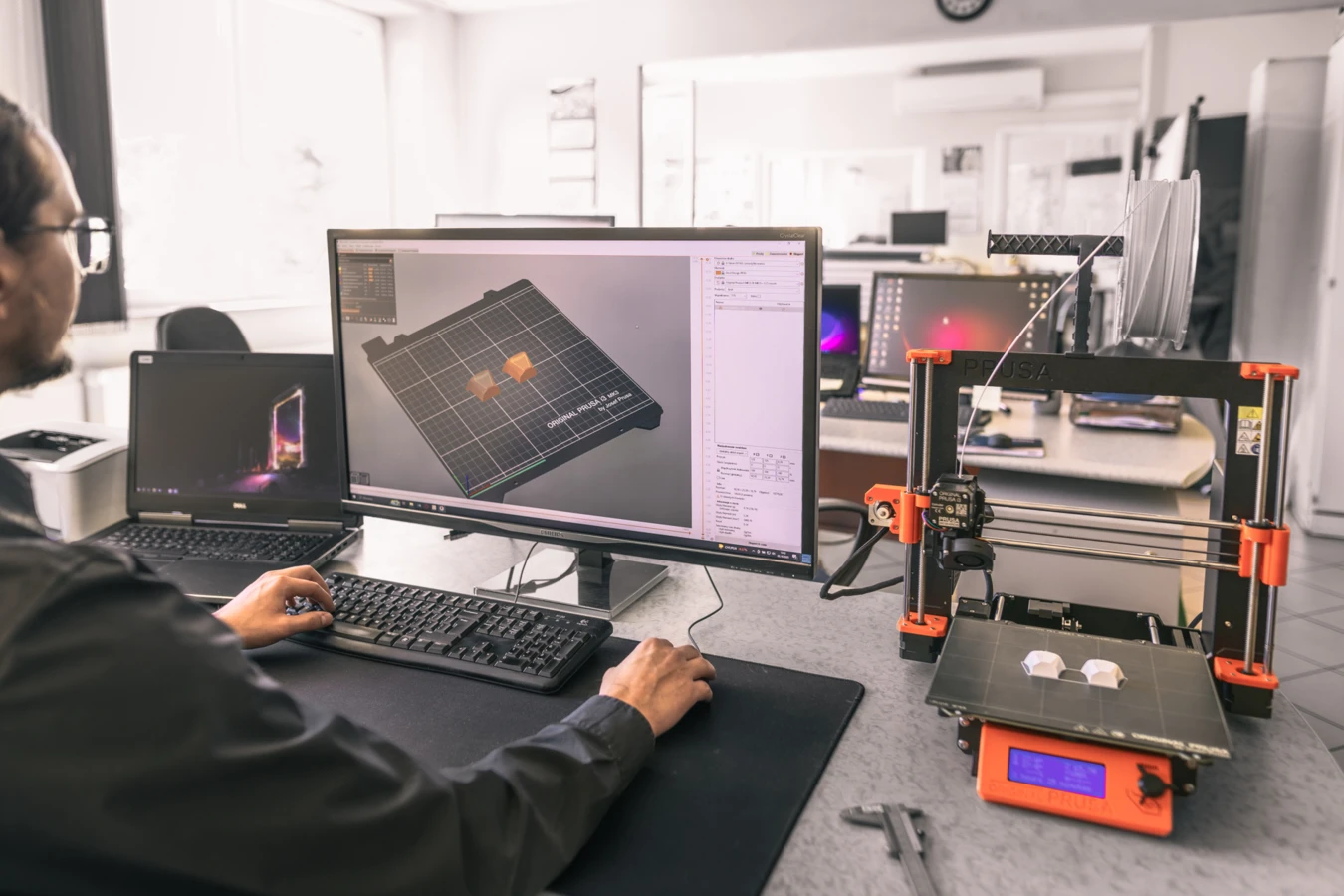
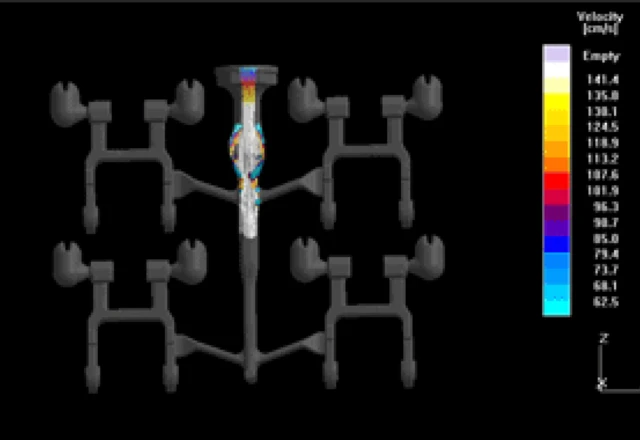
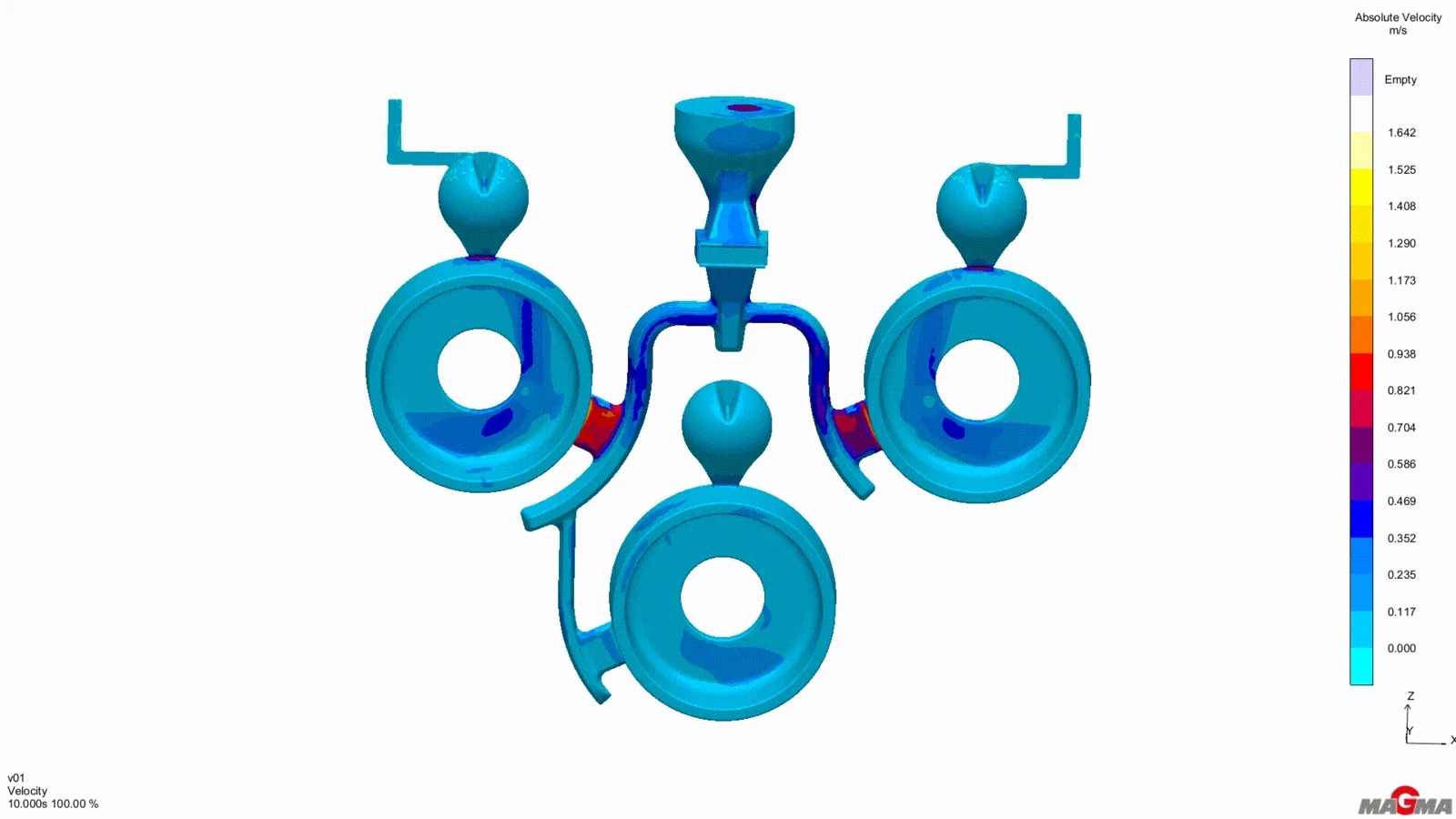
MAGMASOFT program is used for analysis of pouring process, optimization of gating systems, temperature distribution and estimating mechanical properties of castings.
Computer-aided systems significantly reduce the time for casting designing and preparation for production. They also make it possible to cooperate with the customer at the stage of product design, which as a result leads to optimization of manufacturing costs, improvement of functional properties and optimization of product quality.
Pattern shop
The department produces most of the equipment used for casting production. It is equipped with two machining centers: MIKRON VCE 1000 and HASS VF-8, as well as a traditional machine park. Depending on the size of the series and the complexity of the casting, the equipment and casting tools are made from materials such as aluminum and various metal alloys, which are characterized by high strength and resistance to thermal loads. The department is involved in both the production of new models and core boxes, as well as the refurbishment and maintenance of all used models, core boxes, and machining tools that are used for the production of parts. This ensures their durability and reliability in the production process.



Melting shop
Metal is fed to casting lines by a melting plant equipped with four 6-ton medium-frequency induction furnaces – two by JUNKER and two by ABB. The key element of the process is spheroidization of liquid metal. It is conducted in slim siphon ladles by wire method on computer-operated stations, which guarantees process repeatability and stability.



|
DUCTILE IRON (ACCORDING TO PN-EN 1563) |
GRAY IRON (ACCORDING TO PN-EN 1561) |
|---|---|
| EN - GJS - 400 - 15 | EN - GJL - 200 |
| EN - GJS - 400 - 18 | EN - GJL - 250 |
| EN - GJS - 400 - 18LT | EN - GJL - 300 |
| EN - GJS - 450 - 10 | EN - GJL - HB175 |
| EN - GJS - 500 - 7 |
EN - GJL - HB195 |
| EN - GJS - 600 - 3 | |
| EN - GJS - 700 - 2 |
Moulding
METALPOL owns two independent moulding lines: LORAMENDI (year of production: 2017) and BMD.
Automatic moulding line LORAMENDI e-VMM 6080B, with vertical mould partition and with an electric drive with the following mould dimensions: 600 x 775 x 150 up to 500 mm and the efficiency of 450 coreless moulds and 400 moulds with cores per hour, with the weight of castings from 0,2 to 30 kg.
The line has a variable moulding chamber with the dimensions of 650 x 850 x 150 to 500 m.
The moulding line includes:
- 22 meter long portable modular conveyor,
- 76 meter long synchronized belt conveyor,
- automatic core insertion system CS with a light curtain,
- rapid patter plates exchange QPC device,
- electric drive,
- synchronized cooperation with pouring device and sand mix station,



Pouring moulds and the modification of cast iron is done by an electic without induction furnace made by CIME CRESCENZI CAP including:
- optical control system of moulding process,
- self-learning automatic moulding system,
- laser caping system,
- modification system for cast iron,
- continuous temperature measurement of cast iron in the pouring process,



The BMD moulding line with horizontal division uses boxes of 750 x 850 x 2 x 250 mm. The Pouring of the moulds takes place from special siphon ladles by means of a pouring machine, which moves along the first form store. Depending on the size and weight of the products, the annual capacity of the BMD line is about 10,000 to 15,000 tons.



Molding sand processing
Intensive Mixing Mixer P/3500H2
This is a mixer from the Italian company Belloi Romagnioli, with a capacity of up to 4,500 kg and an output of 120 tons of material per hour.



The mixer is equipped with:
- Hydraulic drive for the mixing paddles
- Automatic GSC laboratory for measuring molding sand parameters
- Automatic molding sand weighing system
- Ceramic lining on the bottom and side walls of the mixer
- Automatic system for dosing water, bentonite mixture, carbon carrier, and fresh sand
Molding Sand Cooler
Eirich – Germany, Model CM4:
- Cooler capacity: 120 t/h
- Temperature of sand after cooling: 40°C
- Sand moisture: 1.8 – 2.2%
- Octagonal mixing system inside the cooler
Core making shop
Cores are manufactured in cold and hot core box technology on the following machines:
| Technology | Model | Capacity | Allocation | Quality |
|---|---|---|---|---|
| Cold-box | AHB | 30L | Hor. I Ver. |
1 |
| Cold-box | SODIM | 12L | Hor. I Ver. |
1 |
| Cold-box | ROEPERWERK | 16L | Vertical | 2 |
| Cold-box | PRIMAFOND | 12L | Vertical | 1 |
| Hot-box | U-200 / U-250 | - | Vertical | 5 |
| Hot-box | FM | - | Vertical | 1 |
| Hot-box | PSI | - | Vertical | 4 |



The core shop has also at its disposal a station with mixers for coats and core coating and drying stations.



Fettling
Gating systems and feeders are separated from castings with hydraulic wedges and disk cutters.
Castings are shot blasted with shot blast chambers GOWG-08, EURO-80, OWT-400, and also spinner hanger type machine STEM-CH22/3W2C and SISSON LEHMANN feed-through shot blast.


To finish castings both from LORAMENDI and BMD lines, systems of two-disk grinders and casting finishing stations are used. Grinding and finishing of highly challenging products is performed on a CNC machines by KOYAMA.





Mechanical processing
Department is equipped with a range of machines that enable the machining of castings produced by the foundry:
- 4 4-axis horizontal CNC centers
- 4 CNC lathes, including 1 two-spindle lathe with a manipulator
- Special-purpose machine tools adapted for machining valve components
- Traditional machine park, including lathes, drills, and boring machines.




At the machine department there are also industrial fitting installation stations and test stands for running hydraulic tests of gate valves, pipe fittings and hydrants.



The company cooperate with the customers regarding:
- CNC machining of castings
- casting painting according to the customers’ requirement:
- cathodic painting
- dip painting
- spray painting
- powder painting

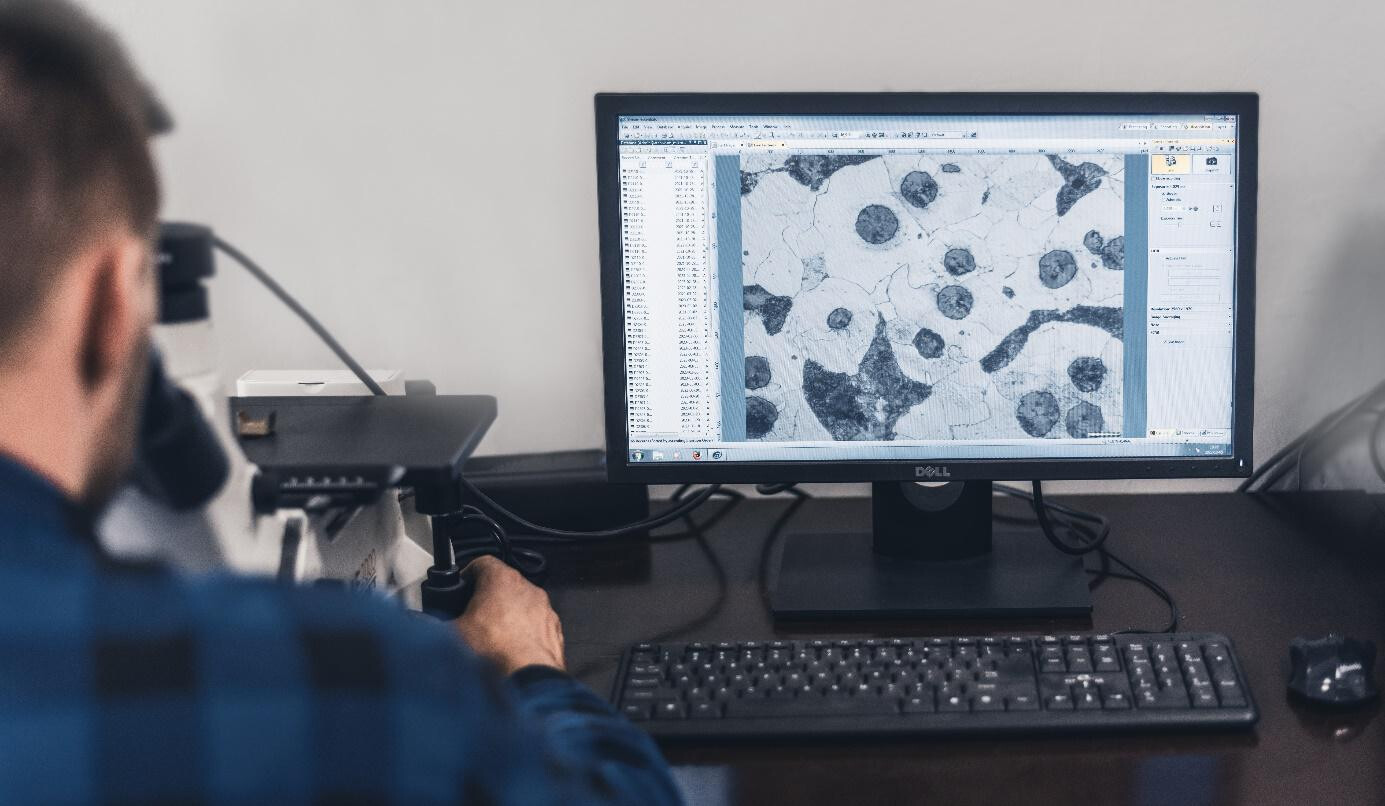
Quality department
METALPOL is certified by ISO 9001:2008, ISO / TS 16949:2008 and ISO 14001:2004.
Quality department task is to control manufacturing process with the use of specialist equipment which allows to conduct necessary process and product tests, and in particular:
- testing moulding sand parameters: permeability, strength, compactibility, moisture contents, binder contents, active clay contents;
- analysis of chemical composition with an emission spectrometer;
- endurance tests (Rm, Re, A5, HB, KCU, KCV);
- metal microstructure testing;
- dimensional tests on a 3D MITUTOYO measuring machine;
- analysis of charge material chemical composition.
All certificates and approvals can be downloaded from our website: www.metalpol.com